
Making a Cant-hook
Source: Submitted to the August 1897 edition of the Blacksmith and Wheelwright by George T. Parker, Kelford N. C.
From George T. Parker, Kelford, N. C
Take a piece of iron 1 1/2 x 1 1/2 and punch a hole about 3/4 x 2 inches as shown in Fig 1. Forge down each end to about one half of an inch leaving that part were the hole is in round, and turn up about one half of an inch at the end of the piece. When complete this cant-hook bar should be thirteen inches long and one and one-half inches wide, eight and a half inches from center of rivet. The back of this cant-hook bar has four 3/8-inch round holes for receiving bolts for bolting to handle and one 3/8 x 2 inches for receiving hook. Fig 1 represents a back view of this bar.
Fig 2 represents cant hook ready for handle and point of hook should not come nearer than two inches to point of bar, and when thrown back should not come near enough to handle to interfere with the hands of the operator. In Fig 3 is shown the cant-hook blade. This should be made of 1/2 x 1 inch tool steel, and when complete must be set so that a square can be put on, as shown in illustration.
Fig 4 shows the cant-hook complete, with handle-bar. After a little practice a good blacksmith can become an expert in making cant-hooks, and with a helper can make about three of these tools per day, selling them at about $1.25 apiece.
I haven’t created one of these yet so consider the materials, tools, and procedure to be educated guesses.
Materials Needed:
- 8 inches of 1 1/2 x 1 1/2 square mild steel
- 12 1/2 x 1 inch tool steel (medium carbon)
Procedure:
- Punch slot 3/4 wide x 2 inches long centered 1/3 from the end of the bar.
- Forge each end of bar from 1 1/2 inches to 1 1/2 x 1/2 inch. Leave the two inches around the slot the full 1 1/2 inch thickness while rounding the corners. See Fig 2
- Cut off the excess end of the bar 21/2 inches from the end near the slot.
- Cut off the excess end of the bar 9 inches from the end of the bar from the end away from the slot.
- Put a point on the working end of the bar and turn the final 1/2 inch up forming a spike. See Fig 2.
- Bar should be 13 inches long.
- Drill / punch 3 3/8 inch holes equidistant along the the working end of the bar.
- Drill / punch 1 3/8 inch hole halfway between the slot and the back end of the bar.
- Drill 3/8 inch holes through the raised ears at the slot.
- Forge cant-hook blade to match Fig 3.
- Drill hole in cant-hook blade.
- Rivet blade onto base using 3/8 inch rivet.
- Attach to handle-bar.
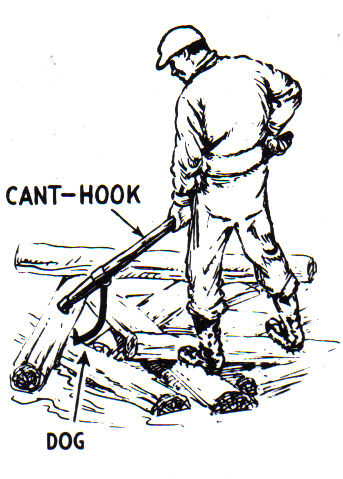 Cant-hooks (also called pike or hooked pike) are traditional tools used to move and turn logs by providing the user with leverage to move heavy logs.
Cant-hooks (also called pike or hooked pike) are traditional tools used to move and turn logs by providing the user with leverage to move heavy logs.
Today Cant-hooks continue to be used in the logging industry but have also been adopted by arborists, land owners, and portable sawmill operators.